
拥有10年的聚四氟乙烯糊膏挤出机安装经验,我公司工程对于机台有很多研究。在生产每个阶段,我们都评估影响最终产品的性能的因素变化。鉴于全球范围内铁氟龙管厂家很少,我们对外部信息的获取是有限的。因此,反复试验一直是提升挤出工艺的关键,从而得到高质量产品。
我们在生产过程中总结,大部分理论知识需要多次试验尝试,其技术性较高。同时,我们也研究了铁氟龙管的特性,判断影响聚四氟乙烯管质量主要因素。
当客户向我们询问PTFE管材时,他们主要关注三个因素。这些因素中的每一个都回到了如何处理不同尺寸的四氟管,并且与产品的最终应用有关
铁氟龙管的外径和内径是非常重要的。大部分管材被用于装配应用设备上。虽然尺寸可能会有微小的变化,但是管子需要粘附到与其配合使用的部件上。我们观察到,当使用高质量的树脂时,挤出过程中的尺寸稳定性是高度可预测的,容易保持在50微米0..05mm)。某些中国树脂在挤出时不能保持这种完整性。所以,所需的OD为6mm的管有时可以测量为5.9mm,而在其他时间测量为6.2mm,尽管所有其他参数保持不变。
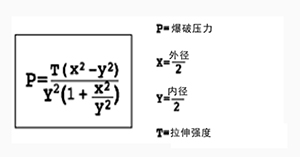
同心度和拉伸强度需要严格控制挤出过程整个过程从而得到优良效果。诸如混合,挤压和烧结等因素都可以影响拉伸强度。同样,挤出速度,对齐和混合过程都是确保同心度超过95%的一部分。
质量好的聚四氟乙烯管表面光滑均匀,没有任何凹坑,波纹或变色。在视觉上,同心度也起着一定的作用,因为偏心的管子通常会引起客户的关注。我们已经研究了同心度如何受挤压过程的影响。挤出助剂的数量,挤出速度,压力和模具温度及其烧结温度都影响F4管尺寸。不变的是,诸如色斑,变形和变色等外观问题将直接影响拉伸强度,伸长率和介电强度。
| 分享: |